




黄经理:13916693243
电 话 : 021-5414 8087
传 真 : 021-5414 8087
邮 箱 : 1516595455@QQ.COM
影像型万能工具显微镜 19JD |
||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
影像型万能工具显微镜19JD
二维坐标和影像测量双重操作系统,全面提升测量方式与精度,万工显高配置。 测量方式 □ 二维坐标测量:由精密光栅传感器和数显表组成二维测量读数系统,测量结果快速直观,便于生产现场大批量检测。 □ 计算机二维测量系统:采用光栅传感器和PC系列微机以数据接口卡采集测量数据,二维测量程序同步进行测量数据的实时处理,显示并打印测量结果。系统运用人机对话的方式,键入测量命令即自动生成测量结果及测试报告,并可转入CAD,生成新的零件图。 □ 影像测量系统:对来自于显微镜的实物图形,由CCD摄像机以图像采集卡实时捕捉,并进行各种测量工作,保存测试图样及自动生成测试报告,并可转入CAD生成新的零件图。 系统配置 1、主机:数字式万能工具显微镜19JC 2、精密光栅尺:X-Y:200×100mm,分辨率0.5µm 3、数据处理数显表:功能菜单液晶显示,RS232三维输出 4、LED照明装置:主光源,反射照明,辅助照明全部LED 5、图像适配镜:MCL-V显微镜和摄像机C接口专用镜头 6、图像传感摄像机:进口彩色CCD摄像机 7、图像处理系统:处理图形数据信号自动寻边图像卡 8、数据处理系统:光栅信号数据处理接口卡 9、二维坐标和影像测量软件(软件程序和加密锁) 10、微机和打印机:联想台式机/HP激光打印机(选配)
19JC数字式万能工具显微镜
主要技术参数
□ 测量范围: X-Y:200mm*100mm 分辨力:0.5µm 传感器:封闭式光栅尺 (选配金属光栅) 数显表:多功能液晶窗体,RS232三维输出 □ 瞄准显微镜: 升降行程:120mm (定制200mm) 立臂偏摆范围:左右各15º/分度值10´ 照明光阑调节Φ3-Φ32mm/分度值1mm □ 测角目镜: 角度测量范围360º/分度值1´ □ 轮廓目镜: 角度测量范围:±7º/分度值10´ 圆弧分划板:曲率半径R.0.1mm-100mm 螺纹分划板:普通螺纹螺距T=0.25-6mm 梯形螺纹螺距T=2mm-20mm □ 光学分度头: 测量范围360º/分度值1´ □ 光学定位器: 测头直径:Φ3mm±0.1mm 实际直径值极限检定误差不大于0.5µm 测量力:8-14g 最大测量深度:15mm □ 玻璃工作台: 215mm*130mm □ 顶 针 架: 最大夹持直径:Φ100mm 最大夹持长度:测件直径≤55mm =750mm 测件直径>55mm =600mm □ 高顶针架: 最大夹持直径:Φ180mm 最大夹持长度:600mm □ V 形 架: 前后调节范围:前后各5mm(左V形架) 高低调节范围:向上15mm/向下3mm(右V) □ 照明系统: 全部可调光LED(一体化集成) 主光源,反射照明器,辅助光源,带DC12V □ 输入功率: AC90-240V/50-60Hz/0.5A □ 最大载荷: ≤40kg 仪器精度
□ 温度要求:
⑴ 工作室的温度应为20±2℃ ⑵ 工作室的温度变化每小时不超过1℃ ⑶ 被测件和仪器的温度差不超过0.5℃ 在满足所规定温度要求的条件下,仪器有如下保证: 仪器最大不准确度(0级):±(1+L/100)µm(L-测量长度mm) X-Y坐标用玻璃毫米分划尺进行检定时: □ 测角目镜: 测量角度最大不准确度:不大于1´ □ 双像目镜: 合像的不稳定性:不大于0.5µm 合像的不正确度:不大于1µm □ 光学分度头: 最大不准确度: 不大于1´ □ 光学分度台: 最大不准确度: 不大于30″ □ 光学定位器: 测量的不稳定性:不大于1µm 测量的不准确度:不大于1.5µm 瞄准显微镜光学参数
仪器质量
仪器外形尺寸mm:980*1020*640 主机净重:210kg
主机装箱体积mm:1230*1100*930 毛重:400kg 附件毛箱体积mm:790*510*710 毛重:50kg 选配件
A.光学分度台19JA5 B.数显分度顶针架 C.加高装置 D.仪器安置工作台
数字式万能工具显微镜19JC成套性 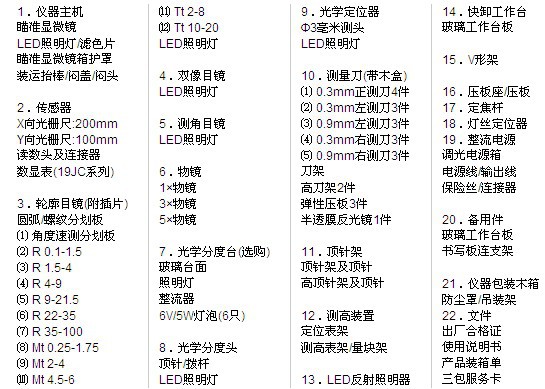 数字式万能工具显微镜19JC主要附件图  图像传感摄像机 TOTA-680
超动态补偿均衡图像明暗对比度
周边校正技术增强线素分辨率 背光补偿功能消除逆光干扰 数字叠加技术达到超低信噪比 电源同步技术实现模拟矩阵兼容性 数字压缩技术节省DVR存储空间40%
二维坐标和影像测量软件(软件简介)
应用计算机辅助测量的二维测量操作系统,解决各种复杂的二维测量问题。软件是运行于Windows/XP系统下的二维测量软件,可以对二维坐标进行可视化化分析处理,广泛用于各种机械零部件和工模具等测量工程。 常规测量仪器在进行测量工作时,首先要校平基准母线,对于视场中不能直接观测到的几何元素:如圆心,中点,交点,中心线及其相互距离,夹角,形状和位置关系等,都需要进行一系列复杂的计算,而二维测量操作系统则可对工作台随意位置摆放的工件,由计算机来完成所有的测量任务。 系统采用精密光栅传感器和PC系列微机以及数据接口卡采集测量数据,二维测量程序同步进行测量数据的实时处理,显示并打印测量结果,仪器运用人机对话方式,按照屏幕图形菜单,键入测量命令即自动生成测量结果及测试报告,并可转入CAD生成新的零件图。 在测量过程中,显示屏实时显示瞄准点的工件坐标,直角坐标或极坐标可随时转换,这对于极坐标测量及凸轮测量尤为方便。系统使用公制和英制两种计量单位,计算精度分别达到0.0001毫米或0.00001吋,並可对工作台滑座导轨误差自动修正,进一步提高了测量精度。
软件功能:
● 元素测量:多点测量点,线,圆,弧,角度,椭圆,规定点数测量矩形,自动识别点,线,圆,弧。 ● 元素构造:中心点构造,交点构造,中点构造,线构造,圆构造,角度构造。 ● 元素预置:点,线,圆,弧。 ● 图形处理:坐标平移,工件摆正。 ● 任意轴摆正,坐标系重置。 ● 图形放大,图形缩小,图形平移,图形打印图形选中,取消选中,图形删除。 ● 设置放大,图形缩小,图形打印圆形选中,取消选中,图形删除。 ● 设置影像的灰度,饱和度,对比度,保存为JPEG及BMP等格式。 ● 多种寻边模式(十字线寻边,边缘变色)计算机自动取点和人工采点,自动识别圆和弧。 |
||||||||||||||||||||||||||||||||||||||||||||||||
上海辛卯科学仪器有限公司 版权所有 沪ICP备18033203号
